伊人时光全国300城市均有技术指导中心(联系我们专人咨询指导),伊人时光内部加盟费用更低,伊人时光总部祛斑价格更低。
如果您正在xx伊人时光
如果您正在了解伊人时光
如果您正在考虑加盟伊人时光
那么请加我们微信:13333863141【长按复制微信号】给你更低的价格、更专业指导、更高的权限。
我们团队在全国各城市均有加盟支持人员、祛斑专业人员(集团技术核心人员)给您xxx、最科学的指导和支持。





_____以下我们网点:13333863141______
重庆 上海 北京 成都 天津 广州 保定 哈尔滨 苏州 深圳 南阳 石家庄 临沂 武汉 邯郸 温州 潍坊 周口 青岛 杭州 郑州 徐州 西安 赣州 菏泽 东莞 泉州 沈阳 济宁 南京 长春 宁波 阜阳 唐山 商丘 南通 盐城 驻马店 佛山 衡阳 沧州 福州 邢台 邵阳 长沙 湛江 烟台 济南 大连 南宁 上饶 洛阳 毕节 昆明 无锡 南充 黄冈 遵义 信阳 台州 揭阳 曲靖 茂名 聊城 常德 新乡 合肥 荆州 六安 德州 襄阳 泰安 玉林 岳阳 达州 宜春 绥化 汕头 齐齐哈尔 金华 宿州 安庆 渭南 昭通 永州 安阳 运城 南昌 绍兴 平顶山 咸阳 亳州 孝感 吉安 漳州 淮安 桂林 怀化 九江 宿迁 开封 泰州 绵阳 惠州 常州 郴州 凉山 淄博 嘉兴 红河 宜宾 扬州 江门 吉林 连云港 廊坊 张家口 赤峰 衡水 贵阳 临汾 益阳 许昌 梅州 泸州 太原 贵港 宜昌 喀什 滁州 肇庆 抚州 巢湖 株洲 娄底 柳州 湘潭 滨州 枣庄 吕梁 宝鸡 内江 清远 资阳 鞍山 兰州 德阳 濮阳 焦作 厦门 文山 黔东南 承德 百色 大理 汉中 四平 河池 榆林 十堰 长治 大同 恩施 巴中 天水 遂宁 晋中 乐山 黔南 广安 蚌埠 通辽 锦州 中山 镇江 乌鲁木齐 铜仁 钦州 忻州 朝阳 秦皇岛 河源 眉山 汕尾 大庆 湖州 梧州 松原 荆门 呼和浩特 六盘水 韶关 宁德 黔西南 威海 日照 牡丹江 莆田 铁岭 定西 楚雄 自贡 潮州 包头 南平 安康 葫芦岛 陇南 龙岩 佳木斯 呼伦贝尔 湘西 漯河 普洱 宣城 保山 三明 广元 伊犁州 咸宁 丹东 临沧 黄石 营口 阳江 阿克苏 云浮 商洛 淮南 通化 玉溪 安顺 晋城 延边 芜湖 三门峡 庆阳 西宁 延安 随州 乌兰察布 抚顺 衢州 丽水 淮北 来宾 平凉 海口 东营
立式支承辊感应加热差温淬火机的设计与应
作者:刘志刚、菊晁海、朱峰、董季承、贾田冰、北京机电学。
牛洪堂、张健、刘询、张彤、陕西轧钢设备厂
资料来源:属加工(热加工) )杂志
大型立式中频感应加热托辊复合淬火机床是在概念下设计的种型机床,替代煤气、油、托辊差温炉,其升降、加热、操作和喷雾淬火方式不同于传统托辊差温炉。 针对煤气温差炉在生产过程中存在的加热时间长、能耗高、吊装不便等缺点,设计了型机床的设计思想. )。 因此,型机床在生产效率、加热方式、喷雾淬火方式、生产成本、工作安全、劳动强度、工件适应、工件质量和工艺设置等方面显示出较强的优势。
众所周知,提高支承辊的质量、精度、使寿和短支承辊的加工周期是轧钢领域的个重要研究课题。 生产支承辊的工艺能有效提高材料利率。 支承辊的使寿与辊的表面硬度、硬化层的深度和支承辊的耐磨密切相关。 同时,对原有制造方法改进和对托辊材料的选择是提高托辊能的主要措施。
立式托辊感应加热差温淬火机床是由北京机电研究所为中冶陕西重工装备有限公司设计的.有限公司. 特殊制造,享有自主知识产权。 机床加工工件范围为:托辊长6000 mm,直径φ800 -φ1。.680 mm,辊长度为7.80 - 2.500mm,质量小于等于60t,硬化层深度为3。.0 - 118毫米.。
1. 支承辊感应加热的设计理念
感应加热术在机械加工中得到了广泛的应,但低频大功率电源很少于热处理. 这种低频大功率感应加热在支承辊上的应是感应热处理术的重大突破,为感应热处理提供了个的术。
利visual basic软件对ANSYS进行了封装,并根据参数的变化对支承辊感应加热的温度场进行了模拟析。 对支承辊材料感应加热的温度场进行了模拟析,推导了支承辊加热过程的相关数据,括感应器的设计、加热过程的制定以及磁场强度和磁场布。
2. 机床设计与制造特点
这种感应热处理和喷淬火的方法是种概念。
( 1 )立式支撑辊感应差温淬火机床可站完成送料、加热、喷淋淬火工作。
( 2 )大型吊挂工件做上下操作和稳旋转。
③低频大功率感应加热及温度控制。
( 4 ). )喷淋淬火站喷水,喷淋、喷按工艺可自动转换。
本发明涉及种托辊感应化加热淬火机床,是我研制的先进的托辊热处理设备. 本发明具有低碳、环、节能、使成本低、产质量优异、淬火层超深等优点,比传统托辊热处理设备节能30 %以上,大大降低了操作人员的劳动强度,是目前托辊热处理理想的设备。
( 1 )机床
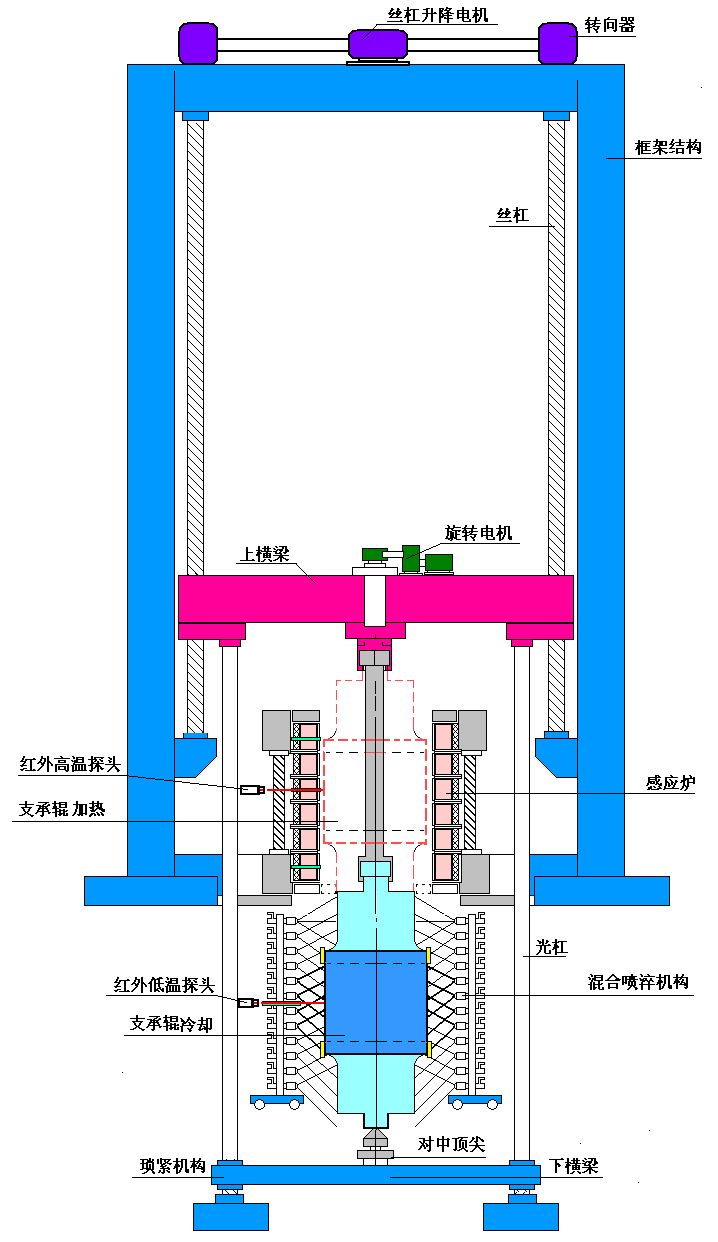
机床的设计和制造是基于立式工件整加热淬火的原理;要求机床具有承载能力、稳定、抗振、稳定和安全可靠。 机床的主(见图. 1 )顶部为凹形设计的龙门结构,机床上的移动梁通过专夹具提升托辊;上移动梁可通过螺杆上下移动,移动位置括送料、加热、喷淋淬火三个位置;上移动梁的下降速度可通过变频调节;下光束通过光条上下调节,起到中和定工件的作。 机床上装有液压配重装置,可以衡机床的应力,提高机床的稳定,延长机床的使寿。

()备辊感应立式机床片
(二)托辊立式机床示意图
图1
工作时,被上移动梁悬挂工件向下运行至下梁顶部位置居中,定下梁,使上、下梁与工件连接成负载,整个工件在感应炉中旋转加热,加热完成后,负载下降至喷淋淬火位置进行喷淋淬火。 喷淋淬火完成后返对中位置,解后提升至送料位置。 在同工位加热淬火。 每个结构的设计都经过了xx的计算和专家论。 本发明结构严谨,空转距离短,工件适范围广,工作稳定。
( 2 )电源
采可控硅变频电源,效率高、积小、重量轻、操作方便、启动灵活。 电源频率为36 - 60hz。 根据经验公式,900℃时钢的当前穿透深度为:
δ= 500 / f1 / 2 ( f为电源频率)
从上述公式可以看出,频率越低,电流穿透深度越深,穿透深度和穿透温度以及持时间决定奥氏化深度。 在定穿透深度的前提下,温时间决定了穿透深度后的奥氏化深度。 由于奥氏化深度在控制范围内可调,提高了加热速度,节约了时间和能源。
感应炉加热是带负荷启动的,如果电源和炉能抗大功率冲击和低频振动,电源启动成功率为100 %。 由于工件在加热过程中旋转,可以克加热过程中工件偏心引起的加热不均匀现象。
感应电炉测温系统采红外测温-闭环控制,闭环过程为:工件温度→红外测温→PLC计算机控制输出号→中频电源→感应电炉输出功率控制→工件温度,了工件在加热过程中在设定温度的10℃以内工作,现了辊表层均匀奥氏化。
( 3 )喷雾淬火
将加热后的工件下送到喷淋淬火位置进行喷淋淬火,喷淋淬火机构由多个混合喷淋淬火组成,喷淋淬火时工件表面形成多个淬火带,由于喷淋淬火时工件旋转,所以3s内多个喷淋淬火带可以盖支撑辊的所有表面;喷淋淬火机构的工作模式为水态、雾态、气态,各模式中喷淋量的大小比例可以调节,形成相对完整的淬火工艺模式链;通过计算机控制喷淋淬火的大小、方式和时间,使喷淋淬火机构能够适应各种规格托辊的淬火工艺。
喷淋淬火部整结构采机械运动,喷淋淬火距离可根据支撑辊外径大小随时调整,使各种规格辊的表面水压和密度相同,工件质量的均匀。
( 4 )电气控制
立式托辊感应加热淬火机的电气控制由机械操作、中频加热、设备冷却、喷淋淬火冷却、闭环温度控制、PLC和计算机系统组成。 设备运行可由主控计算机在自动运行,并可逐级立控制。
在运行时,工艺参数从计算机传输到PLC. PLC发出指令,控制各部件的启停和运行. 运行中的参数、状态和温度显示在计算机显示器上,其运行数据将长期存储在计算机中。 控制部设有完整的息测记录系统,并设有与二次计算机连接管理的电气系统的接口控制器系统、逻辑控制系统、状态测系统以及系统中的仪表。
3. 际应效果
( 1 )差热处理工艺
支撑辊为快速感应差温加热前,在箱式加热炉内整预热至350 ~ 500℃(预热可使辊内外温度均匀)。 预热后进行快速感应加热,在辊表面与190 mm层深度之间形成810 ~ 940℃的加热层,形成工件内外温差,减小加热引起的热应力。
将备辊预热到感应差温炉内,经过三段:
( 1 )将预热温度快速加热至工艺设定温度,同时通过电磁感应从辊表面加热至70 mm深度,在表面形成高温储能层,为温度的内传导提供热能。
( 2 )表面加热层经过居里点后,加大功率开始温,储能面积进步扩大到90 mm,同时高温储能层的热量向内传导,所需奥氏化层的深度由温时间决定。
( 3 )工件温后,降至喷淋淬火位置进行强喷水淬火;当工件表层温度降至工艺的第过渡点时,通过强喷涂方式将工件转变为强喷涂方式;当达到工艺第二过渡点时,由强喷涂方式改为弱喷涂方式;工件可获得佳淬火效果。
注:温时间长短根据辊身直径、硬化层深度要求和际加热速度确定. 温时间过长,辊芯温度过高,工艺控制辊芯温度<600℃。
奥氏化层深度至少为所需硬化层深度的2倍以上,使淬火后得到的硬化层具有够坦的过渡层布空间,硬化层和过渡层处于压应力区,拉应力峰值向内移动,大大提高了表层的抗疲劳能。
在同支承辊的不同深度处的际温度曲如图1所示. 2。 曲由加热、温和喷雾淬火三部组成。

9k型热电偶安装在工件的轴向由外向内,钻孔深度为600 mm,第热电偶辊表面为50 mm深,每隔20 mm1测点后,深个210 mm,从记录仪中可以清楚地看到加热、温、喷雾淬火的全过程,深度越深,温度越低,温差越大,温差越好。
注:热电偶: (镍铬镍硅)雷克- k型;记录器:纸FX 112 ( 10通)。
( 2 )支承辊的生产能力5炉规格为gt -φ1000、gt -φ1150、gt -φ1320、gt -φ1500、gt -φ1700,可适应辊身直径φ800 ~ 1680 mm、辊身长度2050 mm、质量60t的支承辊内加热工作。
以质量为20t支承辊为例。 加热方式的比较:传统的温差炉通过炉温从工件表面内部传导热量,感应加热直接作在加热层上,然后传导热量到内部。 立式感应加热淬火机均每天每班生产2,1年按225天计算,年生产能力为2×225×20 = 9000 ( t )。 常规差温炉每天每班生产1. 5、年生产能力1. 5×225×20 = 6750 (吨)。 因此感应加热比传统差温炉耗时少,生产能力高。
( 3 )硬化层深度与硬度曲的比较
果. 图3示出了支承辊淬火后,在辊端面切下10 mm,Hg - 141辊专硬度计点测硬度,500 - 144数字尺测量硬化层深度,测量数据链。
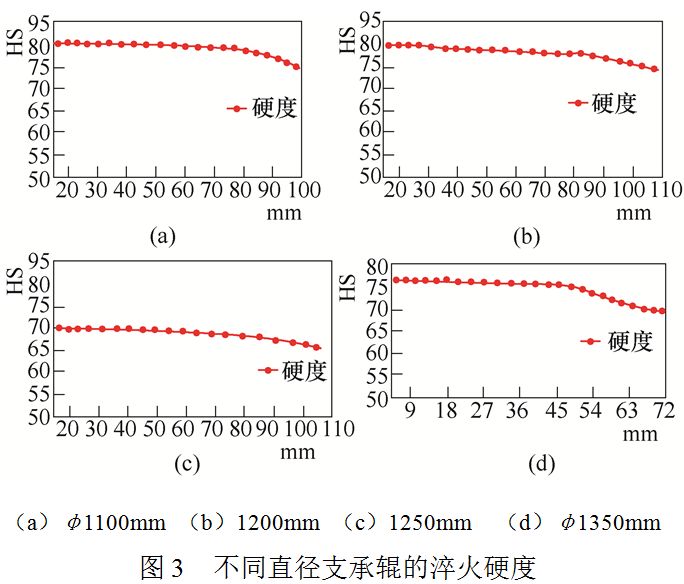
测量支撑辊的表面硬度和有效硬化层深度示于表1中。 从JB / t 4 120 - 2006大型锻钢支承辊可以看出,支承辊感应加热淬火机生产的支承辊硬化层深度和硬度达到并超过家标准和企业标准,过渡层较深,xx符合支承辊的使能。
表1支承辊身有效硬化层深度
支承辊
直径/毫米
硬度
标准硬度
70铬3钼
45cr4ni莫夫
测量硬度
深度/毫米
企业标准深度/毫米
际深度/毫米
深度/毫米
企业标准深度/毫米
际深度/毫米
1100
65 - 75
72 - 82
77 - 80
≥55
≥50
≥80
- -
- -
- -
1200
65 - 75
70 - 80
- -
- -
- -
- -
60岁以上
≥100
≥110
1250
65 - 75
65 - 70
65. 8~70
≥55
≥80
105
- -
- -
- -
1350
65 - 75
70 - 75
70 - 73
≥55
40岁以上
≥57
- -
- -
- -
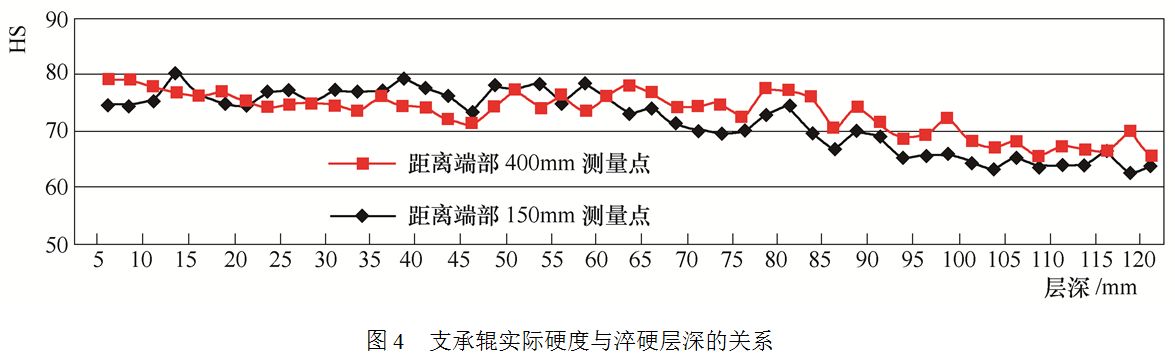
果. 4显示了际硬度与硬化层深度之间的关系。 感应淬火后,解剖70cr 3 nimo支承辊以获得数据,并使Hg - 141辊比硬度计在距辊表面每切割5 mm的端部150 mm和400 mm的距离处测量硬度,以获得由数据链形成的图。
4. 使成本比较
果. 5是常规差温炉和感应差温立机床生产的支承辊的加热曲。 生产托辊的感应差温立式机床的淬火步骤为预热、加热、功率转换、再加热、温、喷雾淬火。

表2从加热时间和能耗方面比较了常规差温炉和感应加热差温炉。
表2常规差温炉和感应差温炉生产20t支承辊的能耗和时间
装备
能源消耗类型
吨消耗量
价/元
能耗
能源消费价格/元
准备时间/钟
加热时间/钟
喷雾淬火时间/钟
硬化层深度/毫米
常规差温炉
天然气
300立方米
3
6000立方米
18000
210
210
90
70
料
120公斤
7
2400公斤
16800
210
210
90
70
感应差温立式机床
功率消耗
280瓦
1
5600瓦
5600
30
120
90
≥80
通过比较,本发明具有明显的节能效果,产质量高。 同时,传统的差温炉料或天然气会造成环境污染,而感应加热立式机床对环境污染、低碳环。 此外,如可以从图1直观地看到的. 5 .采感应差温立式机床可以大大短托辊的加热时间,降低工人的劳动强度,提高生产效率。

六月初


关于我们
责任编辑:




