5.焊机前后面板功能说明
前面板功能名称及在焊机过程中的作用:
(1)电源开关…………………用于开启与关闭焊机电源,此开关在焊机接电时必须处于“关”状态。
(2)电源灯(绿)……………用于显示焊机是否通电,电源开关处于开状态,此灯为亮。
(3)异常灯(黄)……………当焊机出现异常情况此灯为亮,亮时焊机应立即关闭电源。
(4)直流与脉冲转换开关……用于转换焊机输出为直流还是脉冲,当此开关处于直流时焊机输出为直流,反之则为脉冲输出,手工焊时必须置于直流状态。
(5)“氩弧焊、手工焊”转换开关……………用于焊机氩弧焊状态与手工焊状态的转换。
(6)“试气开关”…………用于检查机内气阀工作是否正常的开关,处开状态气阀吸合氩气则会流出焊机,正常工作时此开关应处于关状态。
(7)“焊接电流”表………用于显示焊接时的电流。
(8)“提前供气时间”调节旋钮………用于调节氩气比电弧提前出现的时间。
(9)“焊接电流”调节旋钮…………用于调节焊接电流的大小,顺时针旋转电流增大。
(10)“基值电流”调节旋钮………此旋钮在脉冲状态下起作用。用于调节脉冲焊接时维持电弧电流的大小。
(11)“脉冲频率”调节旋钮………此旋钮在脉冲状态下才起作用,用于调节脉冲焊接电流出现的次数(快慢)脉冲频率越高,焊接波纹越密,反之,则越稀。
(12)“脉冲宽度”(占空比)………此旋钮在脉冲状态下才起作用。用于调节脉冲焊接电流出现持续时间的大小,脉冲宽度越宽,焊缝相对宽而深,反之则窄而浅。
(13)“滞后关气时间”调节旋钮………用于调节电弧停止时,氩气继续供气时间的长短。
(14)“氩气控制”插座………用于连接焊炬上开关的插座,此插座应与焊炬一同使用。
(15)“工件”端子……………此端子为焊机输出正极,用于连接焊件钳电缆。
(16)“焊炬”端子……………此端子为焊机输出负极,用于连接焊炬及输送氩气,在氩弧焊状态下接焊炬,在手工焊状态下接焊钳。
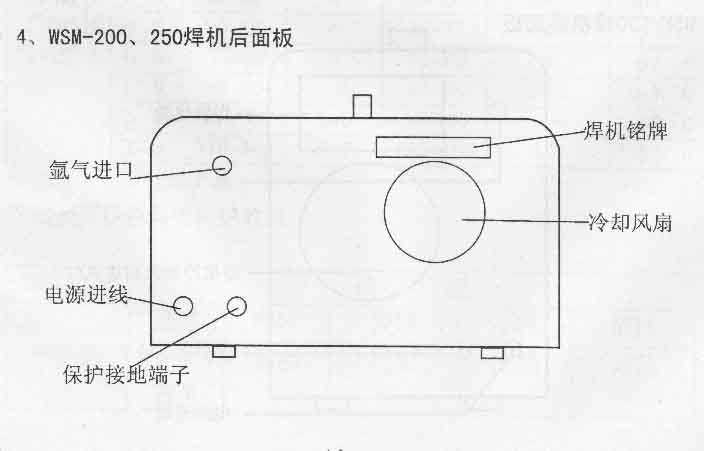
后面板功能名称及在焊接过程中的作用:
(17)“氩气进口”……………用于连接氩气瓶氩气软管的气嘴
(18)“电源进线”……………焊机电源的进线。本机使用220±10%V电源,且不可错接到380V电源。
(19)“接地端子”……………用于焊机外壳与大地连接的端子,必须牢固可靠,以防外壳带电。
(20)“焊机铭牌”……………记载本焊机的基本技术参数
(21)“冷却风扇”……………用于焊机工作时的散热,使用过程中不可用异物接触与遮盖进风口,以防止机内温度升高而损坏焊机。
面板功能位置图与实物可能会有所不同,有变化时,恕不另行通知,但功能作用不变,敬请用户--对照使用。
五.焊机的使用方法:
在熟读及理解以上内容,并按上述连接好焊机,即可操作使用焊机了。
1.手工焊
将“氩弧焊/手工焊”转换开关置于“手工焊”位置,把“直流/脉冲”开关置于“直流”位置,此时可根据你的要求任意调节“焊接电流”旋钮,选用规范电流进行手工电弧焊接。
2.直流氩弧焊
焊前应把氩气瓶开关打开,把氩气流量计上氩气流量开关选择在适当流量的位置上。
将“氩弧焊/手工焊”转换开关置于“氩弧焊”位置,把“直流/脉冲”开关置于“直流”位置,调节“电流调节”旋钮至合适的电流值,按下焊炬开关,斯泰尔氩弧焊机引弧方式为高频引弧,钨极勿需与工件接触(为防止钨极烧损,均勿碰触焊件)即可引弧焊接,焊接结束,松开焊枪开关,电弧熄灭,气体经“滞后关气时间”调节旋钮选择延时关闭时间。
3.脉冲氩弧焊
将“氩弧焊/手工焊”转换开关置于“氩弧焊”位置,将“直流/脉冲”转换开关置于“脉冲”位置。调节“电流调节”“基值电流”旋钮使电流调节大于基值电流即可产生脉冲焊的效果。
脉冲氩弧焊可以用来准确控制焊件的熔池尺寸,每个熔点加热和冷却迅速,适合焊接导热性能和厚度差别大的焊件。
4.负载持续率(暂载率)
负载持续率以百分率表示焊机必须在每一连续10分钟时间间隙内输出额定电流而不超过预定温度极限的那段时间。因此,60%的负载持续率(国标标准的工业额定值)意味着,焊机可在每10分钟当中有6分钟输出额定电流({zd0}电流)(1小时内在额定下连续工作36分钟,不是60%负载持续率)。
特别注意:在额定电流情况下焊接时间不超过6分钟,然后休止,再焊接,如要超过6分钟应降低焊机输出电流。
六.焊机常见故障处理