红外线成品检出装置SD201
面议

在冲压过程中,由于模具、材料、送料机等多方面因素的影响下,常常会出
现送料不到位的情况,我公司多功能模具安全检出装置就可以解决这方面的问题,功能说明如下:
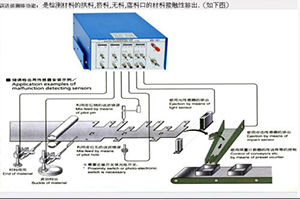
多功能模具安全检出装置/成品光电通过检出装置/材料误送检测装置:SD-101/201是属于自动化的先驱, 采用高速单片机作处理器, 高速、高可靠多功能监视系统,针对连续冲压设计,取代人工监视、能实现材料末端检出、误送、材料中断、弯曲挤料、送料不足、送料过长、落料不良、成品吹出等,均可适时检出停机,以保护模具及冲床并且防止不良品的产生, 能全方位多角度对模具进行保护,大量减少劳动力, 降低生产成本,提高市场竞争力,广泛应用于各种连续模冲床、攻牙机、打孔机等设备的全自动化升级,防止不良品的产生,是冲床自动化行业不可缺少的检测装置。
SD-101/201应用功能
|
A:动作检出:波动(挤料) |
侦测(棒)装置接触(ON)检出 |
|
A:动作检出:材料末端 |
侦测(棒)装置切断(OFF)检出 可做延时检出 |
|
同期检出: 应用:送料不足检测 送料间距检测 |
配合冲床送料时间、(角度),来检测送料是否正确,同期基准点(TM黄色灯)在90度位置也就是在冲床轮轴装设凸轮信号。在TM灯未亮之前材料先送定位,否则停机。 |
|
记意检出(通过检出) 应用:冲压制品排出 (吹出)检出 |
冲床每冲压一行程必须要有制品通过检测装置(光电、磁性、微动、近接等开关)输入检出讯号作记意(MY绿色灯),同期灯亮xx记意如无制品通过就停止。 |
|
多功能检测 |
可根据客户要求编写程序,做到量身订做 |
检出装置应用例
CH1-2材料之波动,挤料检出(A检出)材料末端检出(B检出)
CH3 材料送料不足,间距检出(同期检出)采用一般近接开关,光电开关
CH4 制品排料确认检出使用红外线侦测器
CH5-8多功能检出通道,采用接近开关,光电开关
规格
|
SD-101 |
SD-201 |
||
|
检出回路 |
8CH,独立检出 |
检出幅 |
HD-601{zd0}150MM/HD-602{zd0}100MM(红外线侦测) |
|
选择切换 |
A/B记意/同期 |
最小检出 |
¢2MM(距离设定0.5M)不透明体 |
|
反应时间 |
ON检出3us、OFF检出300us以下 |
检出距离 |
500MM以内 |
|
使用电压 |
AC85V-270V、50/60HZ±10% |
电源电压 |
DC12V-24V(±10%) |
|
消耗电力 |
16W以下 |
消费电力 |
60MA以下 |
|
输出信号 |
继电器/A/B(220V3A) |
输出指示 |
(绿色)电源\红色(通过表示) |
|
延迟时间 |
10MS |
感度调整 |
依检测物大小调整 |
|
周围温度 |
0℃-40℃ |
周围温度 |
0℃-40℃ |
|
输入信号 |
DC12V、检测装置 |
反应速度 |
1MSEC以下 |
|
标准配件 |
侦测棒单叉1支、六蕊讯号线1条,预备凸轮线2条 |
连接线长度 |
2.5M |
|
外形尺寸 |
175W×212L×100H |
外形尺寸 |
40W×210L×180H |
|
重量 |
2.65KG |
重量 |
本体1.2KG反射板0.3KG |