供应美国Indium NC-SMQ;92J焊膏/价格优惠
¥:300.00



1.介绍:
INDIUM NC-SMQ 92J是一种不含卤化物、采用空气回流的免洗焊膏,其配方设计可使材料留下可由探针测试的良性残留物。残留物易于穿透并且不会堵塞多点探头。本产品还具有其他的质量特性,比如稳定一致的密脚距焊膏沉积,{zy1}的丝印模板寿命与粘附时间,以及杰出的熔湿性。NC-SMQ 片贴装的高速表面安装线上表现良好。NC-SMQ满足或超过所有ANSI/J-STD-004、-005 规格以及Bellcore 测试标准。
2.合金:
Indium有限公司可制造业内标准类型3 号网目尺寸的低氧化物球形焊料粉末,焊料组成为锡-铅和锡-铅- 银。本公司还可应客户要求提供其他非标准网目尺寸。焊料粉末与助熔剂/载体的重量比被称为金属载量,标准合金合成物通常的金属载量范围为85-92%。

3.优点:
1.在空气回流焊接中表现杰出的润湿性 2.可经探针测试的残留物 3.敞置时间更长 4.稳定一致的密脚距印刷 5.初始粘附强度高并具有长期稳定性 6.高湿度耐受性 7.不含卤化
4.包装:
模板丝印应用的标准包装包括4盎司瓶装和6盎司或12盎司的管筒。另外还可以提供封闭打印头系统的专用包装。对于滴涂应用,我们通常提供10cc和30cc的注射器。我们还可应客户要求提供其他包装选择。
5.存储与使用要求:
冷藏储存将延长焊膏的贮存寿命。INDIUM NC-SMQ 92J<10℃条件下存放时,贮存寿命为6 个月。包装在注射器和管筒内的焊膏应当{jd0}朝下储存。焊膏应当在使用之前使其达到工作环境温度。一般来说,焊膏应当在使用前的至少2 小时以前从冷藏处取出。到达热均衡的实际时间会因容器尺寸不同而变化。在使用之前应当检查焊膏温度。瓶装和管筒上应当用标签记录开封的日期和时间。
6.回流焊
加热阶段:
0.5°-2°C/秒的线性坡度使挥发性助熔剂成分得以逐渐蒸发,并可防止由于热坍落而导致的缺陷,比如焊球/焊珠和锡桥等。它还可以防止在使用较高温度的合金时损耗助熔能力。必要的时候,工作曲线可采用在150°C 以上延长浸润时间的办法来减少空穴形成和元件竖立现象。
液相阶段:
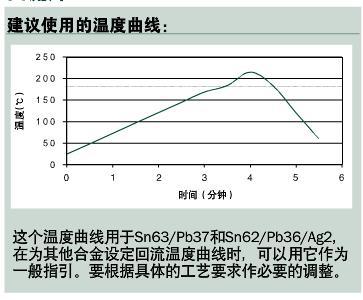
为了形成高质量的焊接点,并因形成金属间结合层而
获得可接受的熔湿度,必须使焊料达到高于焊料合金
熔点25°-45°C 的峰值温度(图中所示为215°C)。如 果峰值温度过高,或液相保持时间高于推荐的30-90 秒,则可能出现助熔剂炭化、金属间层形成过度并损坏板件和其他部件。
冷却阶段:
为形成良好的晶粒结构,我们需要达到<4°C/秒以下的快冷速度。缓慢冷却将会形成大的晶粒结构,该结构通常有较差的抗疲劳损坏性能。如果采用&4°C/秒的过快冷却速度,则电气元件和焊点都可能由于热膨胀系数(CTE) 高度不匹配而遭受应力。本产品数据单仅作为普通信息提供。它不能作为,也不应被认作对此处所述产品的性能保证或担保,产品的销售只能依照产品包装和发货单内所包含的产品保证与限制条款进行。
