防腐锈1065弹簧钢牌号
¥:25.00







弹簧钢是指由于在淬火和回火状态下的弹性,而专门用于制造弹簧和弹性元件的钢。钢的弹性取决于其弹性变形的能力,即在规定的范围之内,弹性变形的能力使其承受一定的载荷,在载荷去除之后不出现{yj}变形。
弹簧钢应具有优良的综合性能,如力学性能(特别是弹性极限、强度极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的表面质量(严格控制表面缺陷和脱碳)、xx的外形和尺寸。
性能要求弹簧在冲击、振动或长期交应力下使用,所以要求弹簧钢有高的抗拉强度、弹性极限、高的疲劳强度。在工艺上要求弹簧钢有一定的淬透性、不易脱碳、表面质量好等
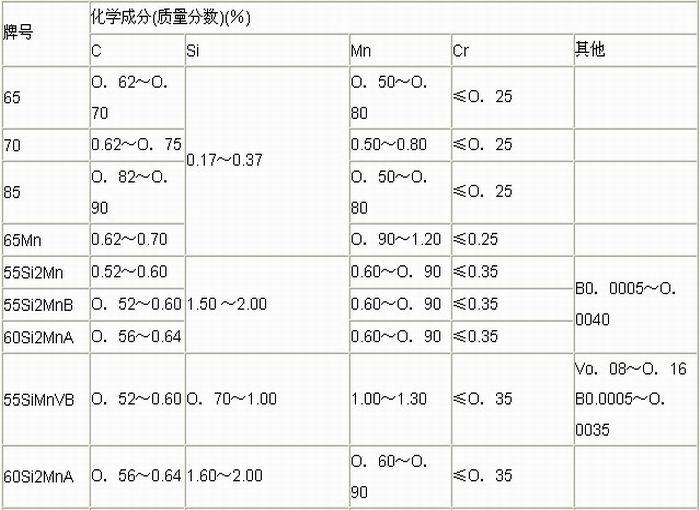
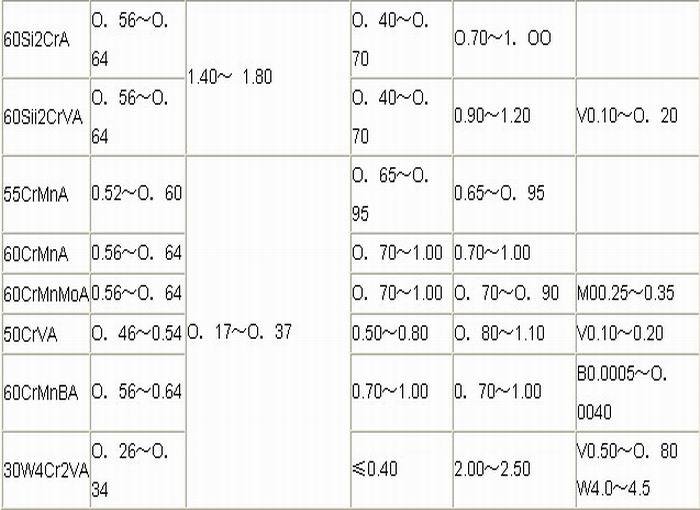
碳素弹簧钢即含碳量WC在0.6%-0.9%范围内的优质碳素结构钢。合金弹簧钢主要是硅锰系钢种,它们的含碳量稍低,主要靠增加硅含量Wsi提高性能;另外还有硌、钨、钒的合金弹簧钢。近年来,结合中国资源,并根据汽车、拖拉机设计新技术的要求,研制出在硅锰钢基础上加入硼、铌、钼等元素的新钢种,延长了弹簧的使用寿命,提高了弹簧质量。
热处理弹簧钢要求较高的强度和疲劳极限,一般在淬火+中温回火的状态下使用,以获得较高的弹性极限。热处理工艺技术对弹簧内在质量有着至关重要的影响。因此,如何进一步提高弹簧疲劳寿命,需进一步研究,尤其是化学表面改性热处理、喷丸强化等都对弹簧疲劳寿命产生重要影响。为进一步强化气门弹簧的表面强度、增加压应力、提高疲劳寿命,气门弹簧成形后,要进一步经过渗氮、低温液体碳氮共渗或硫氮共渗处理,然后经喷丸强化。例如,日本将f4mm的si-cr油淬钢丝经450℃×4.5h低温体碳氮共渗与经400℃×15min中温回火进行对比,其疲劳极限可提高240mpa。氮的渗入,不仅xx了脱碳的不良影响,而且还提高了残余压应力,同时经渗氮和低温液体碳氮共渗的气门弹簧高温强度提高,150℃时的变形量为0.2%(规定值为0.5%),250℃的变形量为0.56%,提高了气门弹簧的热稳定性和抗松弛稳定性,但渗氮和液体碳氮共渗时间应严格控制,否则会形成网状硫化物和网状氮化物,反而会降低其疲劳强度。

弹簧钢用途:
弹簧钢主要用在机车、车辆、汽车、拖拉机、飞机的各种螺旋弹簧和板簧等。
热成型弹簧的热处理直径或板厚大于10-15mm的大型弹簧件,多用热轧盘条拉拔的钢丝或钢板制成。
加工及热处理为:先把弹簧钢丝加热到高于正常淬火温度50-80℃的条件下热卷成型,然后淬火+中温回火,获得弹性极限和疲劳强度{jj0}的回火索氏体。弹簧钢淬火加热应选用少氧或无氧化的设备如盐浴炉、保护气氛炉等,防止氧化脱碳。
弹簧钢热处理后还要进行喷丸处理,强化表面,产生残余压应力,提高疲劳强度。
热轧弹簧钢采用的工艺流程为:扁钢剪断——>加热压弯成形后余热淬火+中温回火+喷丸——>包装。
、冷成型弹簧的热处理直径小于8mm的弹簧件,常用冷拔钢丝冷卷成形。冷拉钢丝制造工艺及后续热处理,主要是以下三类:
①铅浴处理冷拉钢丝先将钢丝连续拉拔三次,总变形量达到50%,接着加热到Ac3以上温度使其奥氏体化,随后在450-550℃的铅浴中等温处理,奥氏体转化为索氏体组织。屈服强度为1600Mpa,冷卷成形后,在200-300℃退火xx应力即可。
②油淬火回火钢丝钢丝拉拔到处理尺寸后,进行油淬火回火。这类钢丝的强度不如铅浴处理的钢丝,但性能均匀一致,成本较低。冷卷成形后,进行去应力处理。
③退火状态钢丝将钢丝拉拔到规定尺寸,再进行退火处理。软化后的钢丝冷卷成形后,需经过淬火+中温回火后才能获得所需的力学性能。合金元素在弹簧钢中的主要作用是提高力学性能、改善工艺性能及赋予某些特殊性能(如耐高温、耐蚀)等。